通过软件高效生成所需数据并完成报告分析。
1、 设定尺寸公差范围为10±0.2,执行R&R测量系统分析,并编制相应的MSA分析报告。
2、 双击桌面MINIBAB快捷方式启动程序。
3、 在工具栏中点击“计算”选项,依次选择“随机分布”中的“正态”,打开正态分布参数设置窗口。
4、 在弹出的对话框中,于“要生成的数据行数(G)”后输入10,“储存于列(S)”填写C1,“均值(M)”设为10,“标准差(T)”设为0.2,确认无误后点击“确定”按钮完成配置。
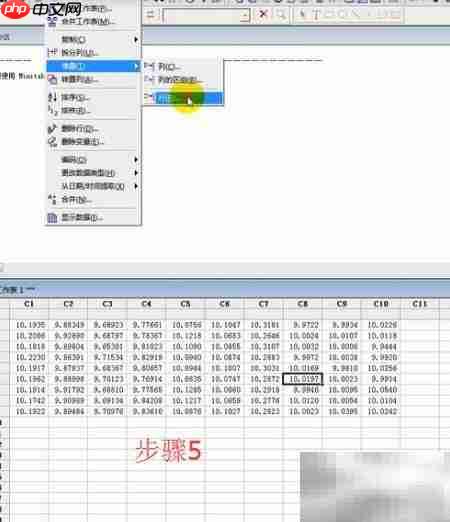
5、 此时工作表的C1列将自动生成10个符合正态分布的数据点。




6、 转至工具栏选择“数据”功能,随后点击“转置列(A)”,弹出相应设置界面。
7、 双击变量列表中的C1,使其出现在“转置以下列(T)”区域,选择“在最后使用的一列之后(F)”进行输出,点击“确定”后,系统将在工作表中生成C3至C12共10列新数据。
8、 选中CS和C2-T两列内容,右键选择“删除单元格”,清除多余信息。






9、 再次进入工具栏的“计算”菜单,选择“随机分布”→“正态”,调出正态分布设置窗口。
10、 将“要生成的数据行数(G)”由原来的10修改为9。
11、 开始逐列更新C1至C10的数据:首先,在“储存于列(S)”中选择C1,将“均值(M)”替换为该列当前对应的实际数值(如10.2),并将“标准差(T)”调整为0.02,设置完成后点击“确定”。接着重新打开设置窗口,将“储存于列(S)”改为C2,将“均值(M)”更新为C2对应的实际值(例如9.87),保持标准差为0.02,确认后再次点击“确定”。依照此流程依次对C3到C10列进行相同操作,确保每列的均值准确反映其原始数据,且标准差统一设为0.02,全部完成后即实现所有列的数据刷新。过程中需仔细核对每一项输入,避免错误。
12、 返回工具栏,依次选择“数据”→“堆叠”→“行”,弹出“堆叠行”设置对话框。
13、 在“需堆叠的列”处填入C1-C10,“将堆叠数据存储于”指定为C11,点击“确定”后,C11列将生成共计90个测量值。






14、 在工作表下方的C9、C10、C11列顶部依次标注“作业员”、“部件”、“测量数据”,并清空C9与C10列中原有数据。
15、 在C9列中,三位操作员各自连续录入30次操作标识;C10列按1至10循环填入编号共9轮;完成后删除C1至C8列以整理数据结构。
16、 进入工具栏的“统计”菜单,选择“质量工具”下的“量具研究”,点击“量具R&R研究(交叉)(G)”,系统随即弹出配置对话框。
17、 分别将“部件”、“作业员”、“测量数据”三个变量拖入选项框内,点击“确定”,软件将自动生成完整的R&R分析结果及图表。
18、 查看输出结果中的“可区分类别数”,该数值应大于5才表明测量系统具备足够分辨能力。
19、 同时检查“研究变异”百分比,若其数值低于30%,则说明测量系统可接受。




以上就是MSA数据快速生成新法的详细内容,更多请关注php中文网其它相关文章!

每个人都需要一台速度更快、更稳定的 PC。随着时间的推移,垃圾文件、旧注册表数据和不必要的后台进程会占用资源并降低性能。幸运的是,许多工具可以让 Windows 保持平稳运行。

 广告
广告Copyright 2014-2025 https://www.php.cn/ All Rights Reserved | php.cn | 湘ICP备2023035733号








 789
789